La industria alimentaria afronta actualmente nuevos retos para adaptarse en las tecnologías industriales actuales. La eficiencia productiva, la optimización de procedimientos, mejora de calidad, sostenibilidad y seguridad alimentaria son imprescindibles en un sector tan exigente como es el de la alimentación y bebidas.

TIPO DE SOLUCIONES 4.0 EN LA INDUSTRIA ALIMENTARIA
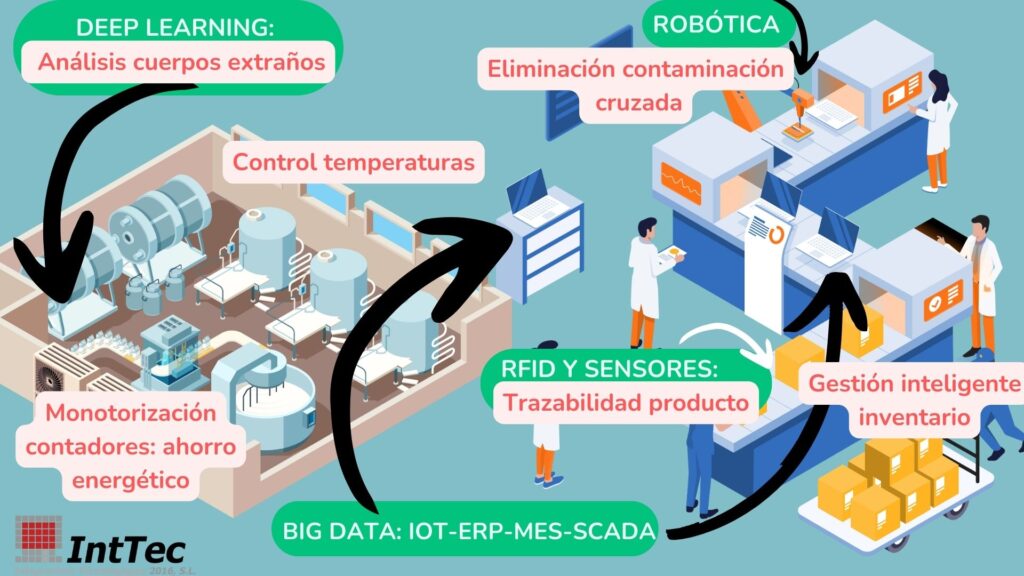
Existen varias alternativas tecnológicas para aumentar la eficiencia y productividad en la industria. El abanico de posibilidades es amplio, así que os daremos una muestra de las tecnologías digitales y de automatización que integramos y que aportan grandes beneficios en la industria alimentaria.
RFID – IDENTIFICACIÓN POR RADIOFRECUENCIA
Con este tipo de tecnologías se solucionan problemas de trazabilidad completa de los procesos productivos. Los fabricantes de alimentos pueden hacer un seguimiento de sus productos en todas las fases de la cadena de producción y suministro mediante hashtags y sensores digitales. Cada producto o parte del producto tiene un número de lote o de serie que permite rastrearlo desde la producción hasta el punto de venta. Esto facilita la retirada de productos y la evaluación de daños de manera eficiente. Los sistemas de control de calidad permiten a los fabricantes garantizar la calidad de sus productos y cumplir con los requisitos de supervisión y regulación.
La Industria 4.0 permite un registro minucioso del proceso de fabricación, desde el abastecimiento de materias primas hasta el almacenamiento y transporte.
BIG DATA-IOT-ERP-MES-SCADA
En la industria 4.0, la conexión de tecnologías inteligentes y la recopilación de datos permite vincular sensores, dispositivos y máquinas que recogen y transmiten datos en una nube y en tiempo real. Una red interconexionada ayuda a reducir el desperdicio de alimentos a lo largo de la cadena de producción. Esto se consigue mediante la detección de alimentos en mal sido, la garantía de la calidad del producto hasta el método del empaque.
Además, permite la identificación temprana de incidencias en los equipos de producción y analizar el consumo de las máquinas para poder tomar decisiones para reducir costes.
Control de temperaturas
Tener un control de los diferentes parámetros de una cámara nos ayuda a controlar el frío de la manera más eficiente para el producto. El control de cámaras optimiza el rendimiento de estas así como la reducción de costes derivados del derroche energético.
El control de la variación de temperatura, humedad, fallo de resistencias y presión diferencial, caudal, válvulas, puerta abierta, etc. de unas cámaras frigoríficas sueño muy importante por la industria alimentaria,
Gestión inteligente del inventario.
Los datos de vida útil, fechas de caducidad y cantidad de existencias pueden analizarse para recomendar envíos y ajustar planes de inventario según la demanda del mercado. Este proceso ayuda al hecho que la gestión de inventario de los fabricantes sea más eficiente y rentable, permitiendo una reducción en ganancias a causa de un exceso de stock.
Eficiencia en la logística
Los dispositivos IOT mejoran la eficiencia de los procesos con seguimiento y supervisión en tiempo real. También benefician la planificación logística al recomendar rutas alternativas para entregas a tiempo.
Eficiencia en la producción y consumo energético.
Los tiempos de inactividad activando avisos de mantenimiento y reparaciones preventivas permite realizar un mantenimiento predictivo antes de que se produzca un fallo en la máquina. Almacenar de diferentes dispositivos una gran cantidad de información será excelente para ayudar a tomar decisiones más acertadas siente más competitivos.
Con el uso de software de análisis de datos se puede conseguir un control y gestión completa de los datos en la producción como por ejemplo el control con monitores del consumo energético y conseguir reducir costes energéticos de la maquinaria. La implementación de un sistema MES permitirá la centralización de la gestión entre las diferentes áreas de una empresa, lo cual resulta en una ventaja competitiva significativa.
Visión Artificial basada DEEP LEARNING
La inteligencia artificial también nos da soluciones para el sector Alimentario. La utilización de sistemas de visión artificial permite a las industrias disminuir menguas, reducir costes. asegurar la calidad de la producción y el aumento de la satisfacción del cliente final.
El análisis de imágenes y la visión artificial puede alertar de anomalías en cada etapa, permitiendo una respuesta rápida.
El sistema Deep Learning realiza control de calidad mediante inspecciones superficiales para detectar manchas o cuerpos extraños antes del envasado, asegurando así la integridad del producto.
Durante el proceso de envasado. Es fundamental detectar la contaminación cruzada o la presencia de cuerpos extraños.
La Inspección de envases, latas y conservas en línea permite clasificar productos según criterios superficiales durante cualquier punto del proceso, diferenciando y situándolos en bandejas o gavetes.
El control de calidad en cajas de plástico industriales detecta posibles daños o suciedad en la caja antes de su reutilización, asegurando así su integridad
ROBÓTICA
La eficiencia productiva con robots es una realidad. El uso de robots ayuda a facilitar la manipulación, el envasado y el control de calidad de los alimentos.
En la industria alimentaria, los robots pueden hacer tareas estándares pesadas: por ejemplo, clasificación de paletas o de cajas, etc. Los Robots especializados desarrollan tareas específicas. Por ejemplo, los robots que seleccionan alimentos, los robots de procesamiento, los robots que envasan, etc.
La empresa, el consumidor y la sociedad se benefician al reducir costes, obtener precios más bajos, disminuir residuos y mejorar las condiciones de trabajo.
Los robots permiten reducir e incluso eliminar los problemas de seguridad para los trabajos de alto riesgo dentro de la industria alimentaria. Un claro ejemplo de estas mejoras en seguridad es en las cárnicas. Con la integración de robots se realizan los cortes en las carnes más difíciles, evitando así lesiones laborales. La incorporación de robots en la producción alimentaria mejora la calidad de los productos y reduce el riesgo de contaminación por manipulación prolongada.

A INTTEC trabajamos en el sector alimentario de cárnicas, alimentación animal y alimentación humana en general para implantar soluciones flexibles por el control y gestión integral de la producción en tiempo real, optimización, sostenibilidad, seguridad alimentaria, trazabilidad, control de calidad, etc.
Ofrecemos servicios de instalaciones y actualizaciones en industrias de alimentación humana y de animales. Garantizamos una rápida transformación digital con soluciones integrales tanto de cuadros eléctricos e instalaciones hasta el software y programación industrial.
Quieres más información? Contacta con nosotros 👇 👇
📌https://www.inttec.cat
📧info@inttec.cat
📞 (34) 972 091 396
👉C/ Mercè Rodoreda 4. Bescanó 17162. Girona . Pol.Ind Torre Mirona Montfullà